Repairs On Marine Boilers. Part 3
Description
This section is from the book "Welding And Cutting Metals By Aid Of Gases Or Electricity", by L. A. Groth. Also available from Amazon: Welding and cutting metals by aid of gases or electricity.
Repairs On Marine Boilers. Part 3
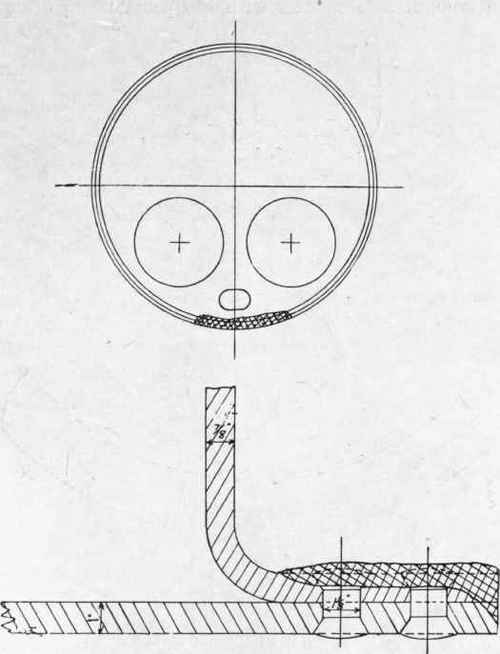
Fig. 112. - Repairs to Lower Front Plate by Electric Welding.
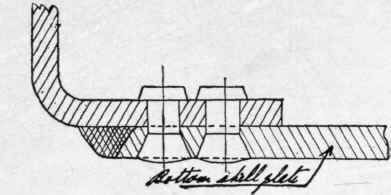
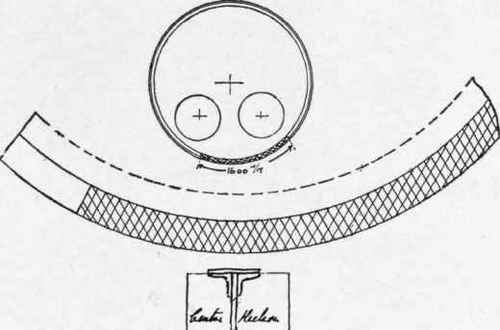
Fig. 113. - Repairs to the Bottom Shell Plate by Electric Welding.
Electric Welding
Breadth. | Thickness. | Area. | Tons Total. | Tons per Sq. In. | Extension in 4 ins. per cent. | ||
Not annealed | Ins. 10 | Ins. •56 | Ins. .56 | 1535 | 27.4 | 12 | Broke through weld. |
Annealed | 1.0 | •55 | •55 | 14.5 | 26.3 | 14 | |
Cold Bends. | |
Not annealed . . 58° | Showed signs of |
Annealed . . 160° | | fracture at weld. |
"It will be seen that after annealing much better results were obtained than before annealing. But unfortunately one cannot anneal a boiler in place. Some cases of repairs carried out by this process can, I think, be better explained by showing sketches of them. Figs. 101, 102 and 103 are, as already stated, sketches of repairs carried out by the oxy-acetylene process, the remaining figures (104 to 116) showing repairs carried out by the electric welding process. Fig. 104 shows the repairs carried out to the two main boilers of a well-known Swedish vessel. It will be seen that these are double-ended boilers. Somewhat extensive repairs were carried out about three years ago (the boilers are fifteen years old) to the combustion chambers and furnace saddle plates, but they had given trouble by leakage, and at the beginning of this year the landing edges of all these patches and also several leaky rivets and local corrosions were welded up by this process ; some joints were, as you see, welded up from the under side. I inspected these repairs after the vessel had been running about three months, and found there was not a sign of leakage anywhere. Fig. 105 shows a laminated tube plate repaired by this process ; the greater part of the laminaof Two Boilers by Electric Welding.
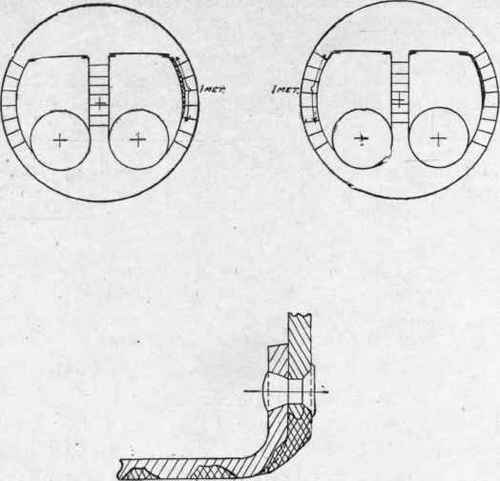
Fig. 114. - Repairs to the Combustion Chamber Plating and. Tube Plate.
tion was cut away and the plate built up to its required thickness as shown ; the small screwed pins shown were put in as a safeguard to avoid any opening up of the lamination, in case it developed beyond what was thought to be its extent. Fig. 106. The landing edge of the lower part of the furnace and also the combustion chamber plating of this boiler in way of same were wasted away, together with the rivet heads, and these parts were built up to their original thicknesses, the rivets themselves being so fused to the plates as to become integral parts of the same. Fig. 107. The landing edges of a leaky ['patch in the centre furnace of a small boiler were welded to the adjoining plating as shown, also two cracks in the furnace plating and a wasted portion of the bottom seam of the furnace was built up to its required thickness and welded to the adjoining plating. Fig. 108. The plating of this furnace was cracked through and wasted in way of the Adamson rings and repaired as shown. Fig. 109. This shows the furnace of a small boiler which was entirely wasted through in way of the buttstrap and landing edge of the furnace and combustion chamber plating, and was repaired as shown, the repairs taking three days. Fig. 110. Here, again, repairs have been carried out to a furnace in way of an Adamson ring. Fig. 111. This shows another repair where the landing edge of a furnace and combustion chamber plating and also a wasted portion of a tube plate were repaired. The tube plate is not rightly shown, as it was on the water side of the furnace. Fig. 112. This plate shows the repairs carried out to the wasted portion of the lower front plate of a marine boiler; it will be seen that the rivets were here welded in to form integral parts of the plate. Fig. 113. This plate shows a repair carried out to the wasted
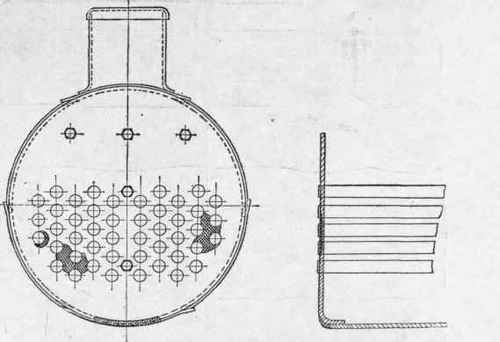
Fig. 115. - Repairs to Wasted Tube Plate of a Land Boiler by Electric Welding.
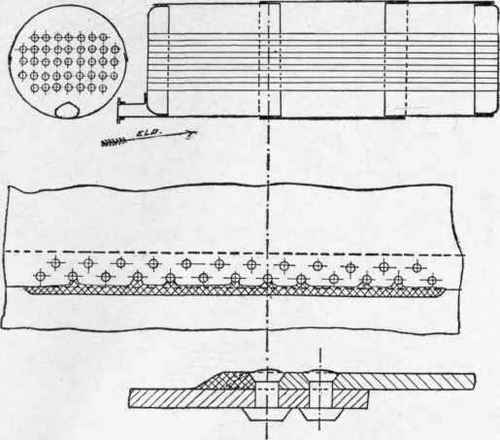
Fig. 116. - Repairs to the Wasted Seam of a Land Boiler by Electric >Welding.
landing edge of the bottom shell plate of another main boiler, where a length of about 5 ft. was built up to its original thickness. Fig. 114. This shows repairs carried out to the combustion chamber plating and tube plate of two boilers which were, as will be seen, considerably wasted and pitted by corrosion, in each case the defective parts being about 3 ft. in length. Fig. 115. This shows repairs carried out to a wasted tube plate of a land boiler and also to the wasted landing edge of the shell plating. Fig. 116. This shows repairs carried out to the wasted seam of a land boiler. In conclusion, I should like to express my thanks to my colleagues, Mr. Billow, at Gothenburg, and Mr, Jones, at Marseilles, who have given me the greater part of the information on which this paper has been written."
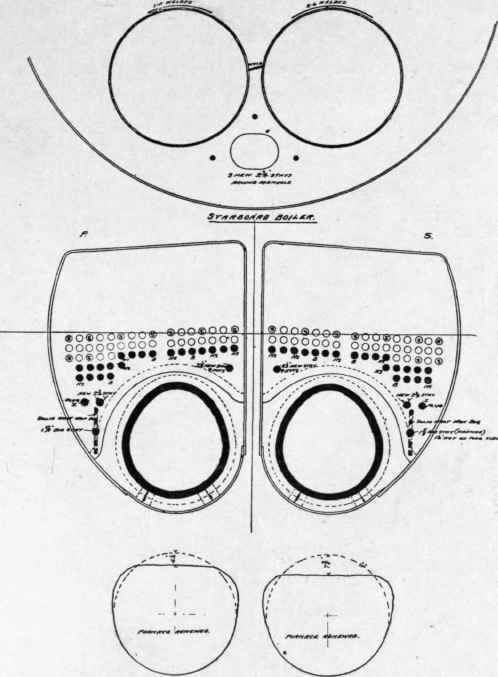
Fig. 117. - Repairs by Oxy-Acetylene Process.
In its October number, 1908, The Marine Engineer and
Naval Architect gives a description of some interesting repairs carried out on the boilers of the S.S. Indraghiri, in the Victoria Dock, London, during September. It had been found necessary to remove the furnaces from the boilers of the Indraghiri and fit a new set, on account of depressions and other defects. In ordinary circumstances the furnaces would have required to be cropped and ripped out by hand - a long and laborious process - in order to save disturbing the shell and tube plates. In a very short time the furnace tubes were separated into pieces by the intense heat of the oxy-acetylene flame kept acting along the line it was desired to rip them, the rivets cut out and the divided furnace plates removed. In order to adapt the fronts and back-ends to receive the new furnaces - which were of the most modern style with the bottle-neck at the fire-box end - the front tube plate was pieced and built up to the necessary thickness where defective by grooving action at the top of the furnace mouth and flanged to suit the outside diameter. The lower part of the fire-box plating was altered and flanged to suit the flange of the furnace. The rest of the work was done in the usual way by the boiler makers employed by Messrs. R. & H. Green, Black wall, to whom the repairs were entrusted. The time taken to effect the repairs was less than would be required by the ordinary course, and less work was involved in cutting away.
Continue to:
My Books

