Repairs On Marine Boilers. Part 2
Description
This section is from the book "Welding And Cutting Metals By Aid Of Gases Or Electricity", by L. A. Groth. Also available from Amazon: Welding and cutting metals by aid of gases or electricity.
Repairs On Marine Boilers. Part 2
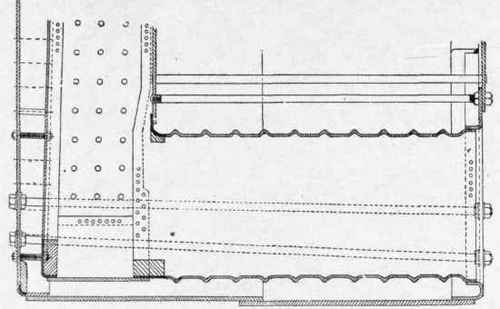
Fig. 101. - Repairs by Oxy-Acetylene Process.
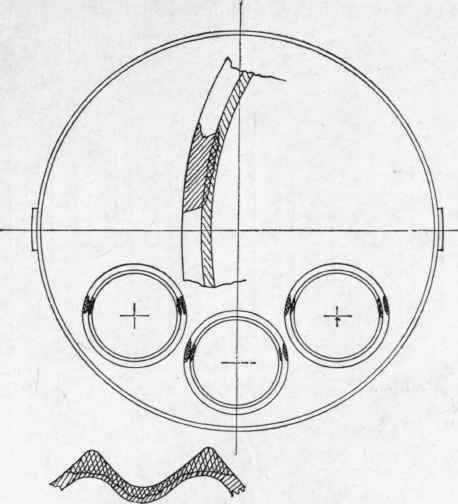
Fig. 102. - Repairs by Oxy-Acetylene Process.
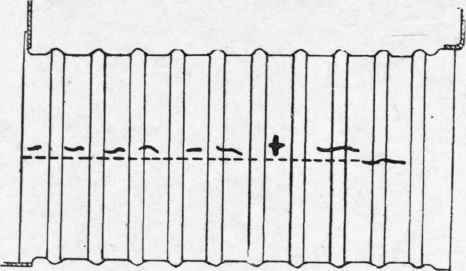
FIG. 103. - Repairs by Oxy-Acetylene Process.
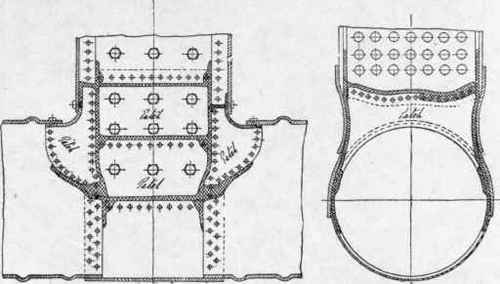
Fig. 104.- Repairs on Main Boilers by Electric Welding.
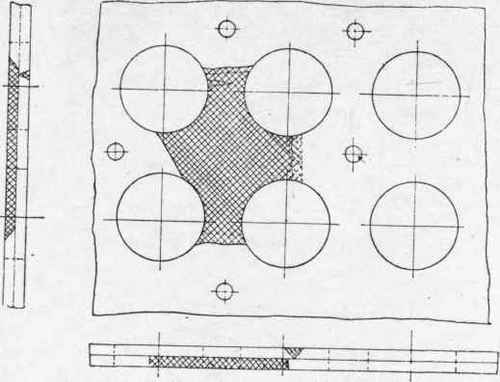
Fig. 105. - Repairs on Laminated Tube Plate by Electric Welding.
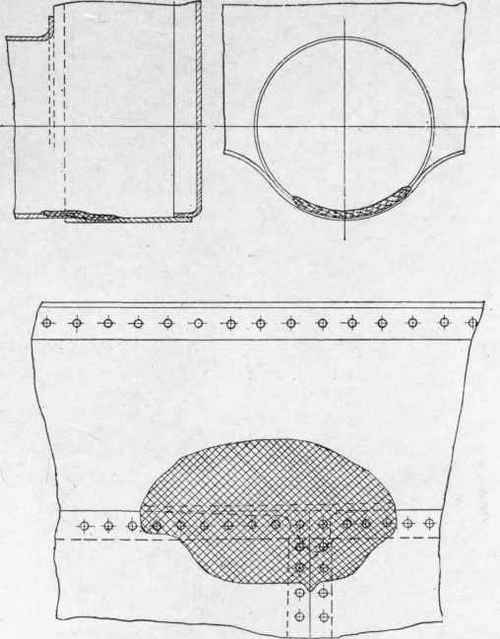
Fig. 106. - Repairs on Furnace and Combustion Chamber Plating by Electric Welding
The landing edges of the lower part of the back end plates of these boilers were also considerably wasted, and these were made good and built up to their original thickness in the manner I have already described. These repairs were carried out under the supervision of my colleague (Mr. Jones) at Marseilles, in June, 1906, and after twelve months' work they were again examined in July last and found to be quite satisfactory and showing no signs of leakage. In another case eighteen furnaces of the main boilers of another vessel were so badly wasted by corrosion on the water side near the line of fire-bars, that in the ordinary way these furnaces would have had to be renewed, but by this process the wasted parts of these furnaces were built up to their required thicknesses by welding on sufficient metal piece by piece, thus saving the time and expense of renewing the furnaces. In another case the furnaces of some other boilers were badly wasted and cracked, and these were satisfactorily welded up by the same process ; there being in all about one hundred cracks in the two furnaces and the repairs taking about three weeks. Figs. 101 to 103, I think, explain these repairs better than I can describe them on paper. I could cite many more cases, but I think those I have mentioned will give some idea of what can and has been done in repairing boilers by this process. After the welding operation it is usually considered better to heat the surrounding plate by means of the blowpipe flame to counteract, as far as possible, the strains that might be set up by the intense local heat. Naturally, if it were possible, it would be better to properly anneal the plate dealt with. This process has also been very usefully employed in the cutting out of defective and damaged plates, the flame from the blowpipe melting and thus cutting a groove about 3/16 in. wide, in much the same way as would be done by a band saw, the separation being quite as cleanly and accurately done and in much less time than by the ordinary methods of hand cutting. The following are results of tests, made in June last, from samples taken from a plate welded by the oxy-acetylene process, and are the same as those I gave in a paper read at the Engineering Conference of the Institution of Civil Engineers: -
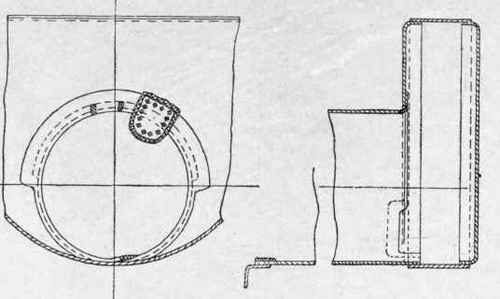
Fig. 107. - Repairs on Centre Furnace by Electric Welding.
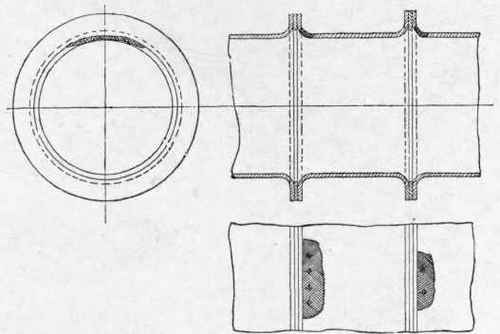
Fig. 108. - Repairs of Cracks in Furnace by Electric Welding.
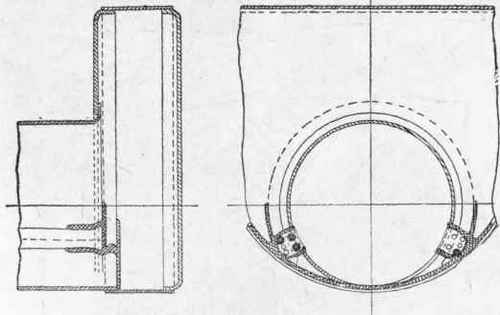
Fig. 109. - Repairs to a Furnace of a Boiler by Electric Welding.
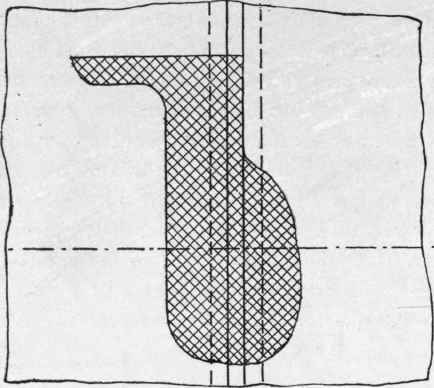
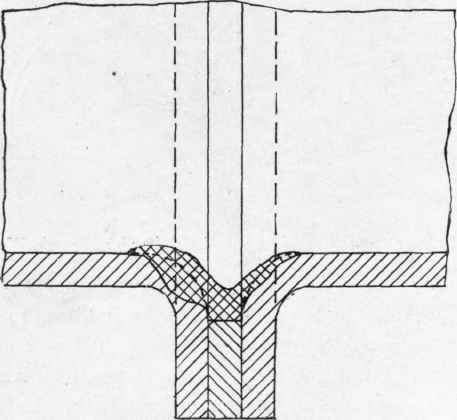
Fig. 110. - Repairs to a Furnace in way of an Adamson Ring by.
Electric Welding.
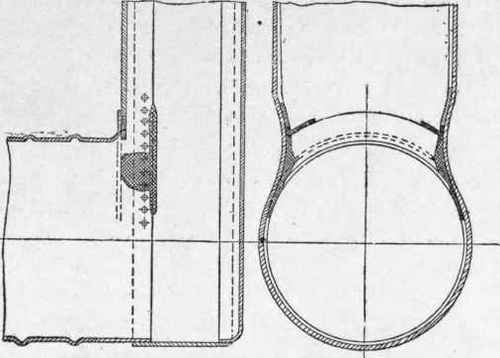
Fig. 111. - Repairs to Furnace and Combustion Chamber Plating by.
Electric Welding.
OXY-ACETYLENE WELDING.
Breadth. | Thickness. | Area. | Tons, Total. | Tons per Sq. In. | Extension in 4 ins. per cent. | ||
Ins. | Ins. | Ins. | |||||
Not annealed | 1.5 | •62 | •93 | 22.85 | 24.5 | 30) | Solid Plate. |
Annealed | 1.5 | •62 | •93 | 2235 | 24.0 | 36) | |
Extension in 8 ins. per cent. | |||||||
Not annealed | 1.5 | •62 | •93 | 22.9 | 24.6 | 28] | Broke away from the weld. |
Annealed | 1.5 | •63 | •945 | 22.1 | 233 | 29' | |
Cold Bends. | |
Not annealed ... | 180° |
Annealed ... | 180° |
They show not only the efficiency of the weld, but also that the ductility of the surrounding metal in way of the weld has not been distressed by the intense local heat. It will be noticed that the tensile strength of the welded plate is the same as that of the solid plate, the elongation per cent. is also the same, and the bend tests are quite as good as those which might be expected from the solid plate.
There are several systems in use for welding by electricity which have been employed for a number of years, and are used, among other things, for welding tram-rails in place, in making good blow-holes, etc., in steel castings, and also in welding together pipes, more especially those for refrigerating plant which have to withstand high pressures. But as with the oxy-acetylene process, little use has so far been made of these processes in this country for repairing boilers. In the last few years, however, electric welding has been used abroad for this purpose, more especially at Gothenburg in Sweden, where quite a number of boiler repairs have been carried out by this process. The process there employed is somewhat similar to the oxy-acetylene process, but the heat is generated by the electric arc instead of by the flame from the blowpipe. The plant there used consists of a barge containing two dynamos of 45 kilowatt power driven by a steam engine, and a third dynamo of 3 kilowatt power for feeding the magnets. The voltage used is between 80 and 120. There are two sets of cables leading from the dynamos, so that work can be carried out at two different places at the same time. The cable from one pole of the dynamo is connected to some part of the boiler, and the cable from the other pole is connected to the welding bar (which consists of a bar of specially prepared steel about 3/16 in. diameter). This welding bar is fixed in an insulated holder, and on being brought into contact with the article to be dealt with and then withdrawn a short distance, an electric arc is formed, which rapidly heats the parts in close proximity to the arc, and at the same time the end of the bar is heated to almost a molten condition ; this is then pressed against the parts to be welded, and they being now heated to a welding temperature, a small portion of the end of the bar attaches itself to them, in a similar manner as an almost melted piece of sealing wax is made to adhere to paper; after this small portion of nearly melted metal is attached the bar is withdrawn, thus breaking off the electric current. The added metal is then hammered to ensure its being thoroughly united with the parts to be welded. The welding bar is then again brought into contact with the parts being dealt with, and then withdrawn a short distance to again form an electric arc, and the surface of the metal and also the previously welded metal are again heated to a welding temperature and another small portion from the end of the bar is added and hammered as before, and so the cycle of operations continues until sufficient metal is added for the opening between the two pieces of metal to be entirely filled up, in the case of welding two plates together, or the wasted portions of a plate have been brought up to the required thickness. The following are the results of tests made in June last from a plate welded by this process (and as in the case of the oxy-acetylene test samples, are the same as those given at the Institution of Civil Engineers) : -
Continue to:
My Books

