Automobile And Cycle Rims. Part 3
Description
This section is from the book "Welding And Cutting Metals By Aid Of Gases Or Electricity", by L. A. Groth. Also available from Amazon: Welding and cutting metals by aid of gases or electricity.
Automobile And Cycle Rims. Part 3
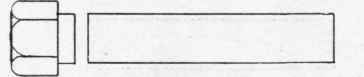
Fig. 52.
"It may be said that practically a new industry has arisen in the making of square and hexagon headed bolts by electric welding. For the heads, specially die-drawn stock of the required shape is used, the stock being drawn very accurately with a variation not exceeding 0.003 in. The heads are cut from the bar by automatic machines which turn a projection or shoulder to the diameter of the bolt to be welded as shown in Fig. 52. The bolt, drawn from high grade round stock of the finished diameter, is then electrically welded to the projection on a specially designed welder fitted with hydraulic upsetting device. The burr is then milled off, and at the same time the top of the head is shaped, the under part of the head is formed, and the end pointed. In this way absolute uniformity in length of bolt, height of head, and alignment of head and body are obtained. It then only remains to cut the thread. The latter being cut on the surface of the die-drawn stock the tensile strength of the bolts is greater than that of milled or upset bolts. Special adaptations of the method include bolts of soft die-drawn stock with case-hardened heads, and steel bolts with brass heads, the latter being used largely by switchboard makers. A large factory has been established employing no less than 400 h.p. devoted exclusively to the manufacture of these electrically welded bolts.
" The Thomson patent chain welder is provided with an automatic hammer driven by a belt, which practically removes the burr caused by pressing the heated ends of the link together, leaving only a fin of metal which is easily shaken off by rumbling for a few minutes in the usual way. The link to be welded is held in a specially shaped die, and current is fed to this link by a pair of copper contacts mounted on slides which are made to engage the link by means of a foot lever. As soon as the welding temperature is reached, the hand lever on the right hand side of the machine is operated to upset the metal at the joint, and the automatic hammer is set in motion by a second hand lever on the left hand side of the welder. The current-carrying parts of the slides are water cooled. This machine is capable of welding about 300 links per hour made of 1/4 in. diameter steel rod and is suitable for links up to 2 1/2 in. long by 1 1/4 in. wide. The welder may be used for either welding the links separately or in the form of a chain; in the latter case, every other link is welded, and then the chain is passed through the machine a second time.
"Welders for harness rings and similar articles make as many as 800 welds per hour, the rings being previously formed to circular shape with their ends cut off square and butted together ready for welding. Such machines have two transformers and an automatic feeding device, the boy simply inserting the rings in the dies, from which they are removed automatically after being welded.
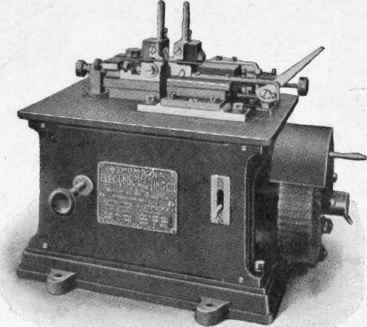
Fig. 53.
"Fig. 53 shows a new design of machine for welding the smallest sizes of iron, brass, German-silver, copper, and other wires in which it is essential that the action of the machine should be as nearly as possible automatic, and the mechanism so designed as to have the least amount of friction. One feature of this machine is a special arrangement to enable the welding operation to be safely and easily conducted by persons having little or no knowledge of the mechanical or electrical conditions necessary to produce good work. This consists in combining the automatic cut-off devices which, when the weld is completed, automatically stop the flow of current through the work, with the starting switch. Thus the cut-off can only be re-set by restoring the starting switch to the 'off' position. This is accomplished by a push-rod which projects through the front of the case, and which closes the starting switch. A latch is fitted to the rod which engages with the cut-off device in such a manner that no current can flow through the primary of the transformer until the automatic cut-off has been re-set. Another feature of the welder is that the movable clamp which presses the ends of the wire together when the right temperature is attained, runs on roller bearings, and the connection between the clamp and the transformer secondary is made by a projection on the underside dipping into a mercury bath formed in the top of the secondary. A reactive coil for controlling the heat to suit any particular size or quality of wire is mounted on the frame of the welder, and is furnished with two windings. A two-way switch, operated by a sliding rod on the front of the case, connects these windings in series or parallel, thus giving a considerable range of control, and ensuring satisfactory welds in the smaller gauges of wire.
"Figs. 54, 55 illustrate some articles welded by the Thomson process.
"Central station engineers have hitherto been somewhat chary in connecting electric welders of large size to their mains on account of the fluctuating nature of the load, although there are numerous instances of small welders being so used. A very interesting installation has recently been completed in London by the Electric Welding Company, Limited, in which a welder of 90 kw. capacity is worked off a single-phase power supply at 400 volts. In order to prevent undue fluctuations of voltage on the mains, a special substitutional resistance is installed, built in three sections, each controlled by a switch, so that one or more sections can be put in circuit according to the size of the work being welded. A large liquid resistance is also employed to prevent an undue rush of current when the primary circuit of the welding transformer is closed, the plates being raised and lowered by a small motor through suitable gearing. The controlling switch of the welder is so arranged that when put in the ' on ' position it starts the plate-lowering gear, thus gradually cutting out the starting resistance, and vice versa. This plant is in continuous operation, and no inconvenience to other power users in the neighbourhood has been reported. Another welder of smaller size has also been connected to this circuit. In this case a special economy coil is used as a regulating device.
Continue to:
My Books

