Automobile And Cycle Rims. Part 2
Description
This section is from the book "Welding And Cutting Metals By Aid Of Gases Or Electricity", by L. A. Groth. Also available from Amazon: Welding and cutting metals by aid of gases or electricity.
Automobile And Cycle Rims. Part 2
Energy Used In Electric Welding By The Thomson Process
Material. | Section. Square inch. | Kilowatts in primary of welder. | Time in seconds. | Total kilowatt-seconds. |
Iron and Steel | 0.5 | 8.5 | 33 | 280.5 |
1.0 | 16.7 | 45 | 751.5 | |
1.5 | 23.5 | 55 | 1292.5 | |
2.0 | 29.0 | 65 | 1885.0 | |
2.5 | . 34.0 | 70 | 2380.0 | |
3.0 | 39.0 | 78 | 3042.0 | |
3.5 | 44.0 | 85 | 3740.0 | |
4.0 | 50.0 | 90 | 4500.0 | |
Brass | 0.25 | 7.5 | 17 | 127.5 |
0.50 | 13.5 | 22 | 297.0 | |
075 | 19.0 | 29 | 551.0 | |
1.00 | 25.0 | 33 | 825.0 | |
1.25 | 31.0 | 38 | 1178.0 | |
1.50 | 36.0 | 42 | 1512.0 | |
1.75 | 40.0 | 45 | 1800.0 | |
2.00 | 44.0 | 48 | 2112.0 | |
Copper | 0.125 | 6.0 | 8 | 48.0 |
0.250 | 14.0 | 11 | 154.0 | |
0.375 | 190 | 13 | 247.0 | |
0.500 | 25.0 | 16 | 400.0 | |
0.625 | 31.0 | 18 | 558.0 | |
0.750 | 36.5 | 21 | 766.5 | |
0.875 | 43.0 | 22 | 946.0 | |
1.000 | 49.0 | 23 | 1127.0 |
The Electrical Times, in its number of 5th September, 1907, gives the following interesting particulars of applications of Thomson process: -
" A new method of uniting the surfaces of metal plates has recently been patented, in which the Thomson process is employed. The process consists in forming ridges or projections on the surfaces to be joined. These projections set up local heating, and when the projections are at the right temperature, they are welded together by pressure. Fig. 47 shows a number of different ways of forming such projections for this purpose. One of the applications of this method lies in the manufacture of small pulleys for window sashes, etc. In these cases, the pulleys are each made of two circular stampings, having a number of projections formed on the surfaces to be joined as shown in Fig. 48. These stampings are placed in the welding machine in the proper position and welded in the manner above described. The machine is entirely automatic, except that the stampings are fed into the machine by the operator. The work-holder consists of a link-belt working over two pulleys, and moved forward step by step by the main shaft of the machine. A centering device ensures the welding points coming opposite to each other in the work-holder, and on reaching the welding position the electrodes advance automatically and weld the two stampings together, the complete pulley being delivered on the opposite side of the machine.
" Another patented method of forming joints in thin material is shown in Fig. 49. The strips are butted in the clamps of the welder in such a way that when heated and pressed together the edges are turned up against each other as shown. An automatic hammer is then used to force the upturned edges down against the strip, and to press the heated metal to about the same thickness as the original strip. An extremely strong and satisfactory joint is the result. A special machine is, of course, used for this work. In this case also the welder is driven by a pulley, and is automatic except that the work is placed in and taken out of the clamps by the operator. The strip or band being placed in the clamps, is immediately gripped automatically and heated to the welding temperature. The right hand plate is then moved towards the left by a cam, turning up the ends of the band against each other ; the hammer die then falls, cutting off the current and finishing the joint. The clamps then open and the welded band is taken out; the cycle of operations is then repeated. From 350 to 600 welds are made per hour on this machine in steel strip varying from 3/8 in. to 1 1/8 in. wide by No. 20 to No. 2 gauge. "Fig. 50 shows a Thomson electric welding machine specially adapted for the manufacture of hollow-handled table cutlery. The articles are made in three parts as indicated in Fig. 61. The hollow handle is pressed from a sheet or disc and is welded on to one side of a specially shaped bolster. The other side of the bolster has a projection so shaped as to present, approximately, the same cross section as the blade. Two welds are required to complete the article. The machine illustrated is capable of making from 250 to 300 welds per hour, and requires only a boy to operate it. In the case of articles having German-silver handles, a steel ring is shrunk on to the end, and this is welded on to the bolster in the same way as the steel handle. One great advantage of this method of manufacture is that the welded joints prevent the liquid used in plating from entering the hollow portion and corroding the metal.
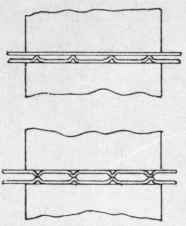
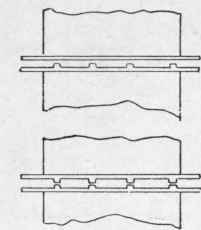
Fig. 47.
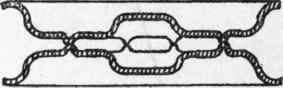
Fig. 48.
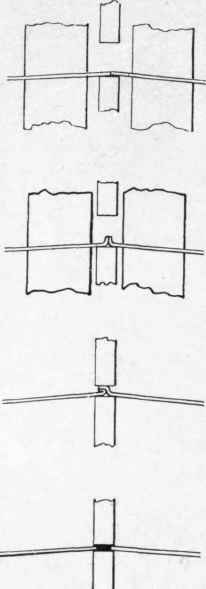
Fig. 49.
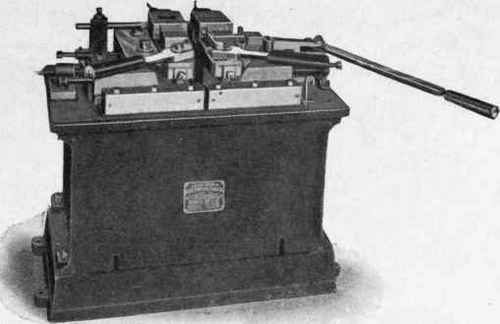
Fig. 50.

Fig. 51.
"An interesting product of the Thomson process is electrically welded wire netting. The machine employed is entirely automatic and works continuously as long as the supply of wire holds out. The wires corresponding to the horizontal wires in the finished netting are fed into the machine from a number of reels on the top, and another reel is placed at the side from which the lengths of wire forming the vertical wires in the finished netting are cut off automatically as the work proceeds. A series of small electric welders, corresponding in number to the horizontal wires in the netting, come into operation automatically and weld the joints together where the wires cross. The welded netting then moves forward a given distance and the work is repeated. A single machine turns out, in this way, complete rolls of wire fencing of any desired length. No twists or loops are made in the wire, and there is thus a saving in material; the joints are also much stronger than any form of twist.
"Another mode of manufacture is employed in the case of the crankshaft of an automobile engine which is built up by welding the several parts together. The two central portions are drop forgings, while the other two consist of drawn steel shaped to about the finished size. By means of a suitable welding machine, the parts are guided together and united with great accuracy.
Continue to:
My Books

