Tests Of Tensile Strength
Description
This section is from the book "Welding And Cutting Metals By Aid Of Gases Or Electricity", by L. A. Groth. Also available from Amazon: Welding and cutting metals by aid of gases or electricity.
Tests Of Tensile Strength
By the Swiss Federal Testing Institute, attached to the Polytechnicum in Zurich : w = welded. u = unwelded. The spots where the pieces are welded are marked by a black line.
w. 6 mm. 1.
u. 6 mm.
w. 1.8 mm. 2.
u. 1.8 mm.
w. 1.8 mm. 3.
u. 1.8 mm.
w. 1.8 mm. 4.
u. 1.8 mm.
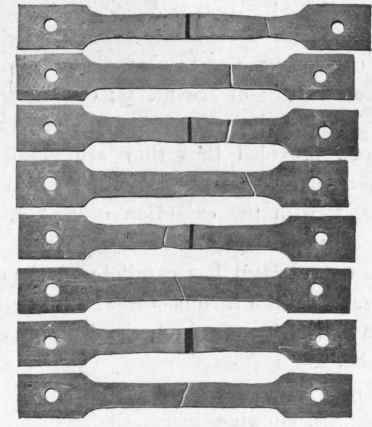
Fig. 19. - Aluminium.
"Welded edge to edge. Rupture outside the welded joint.
The hammered welded joint is parallel with last rolling.
The hammered welded joint runs crosswise to the last rolling.
The rupture at the welded un-hammered joint.
w. 2 mm. 5.
u. 2 mm.
w. 2 mm. 6.
u. 2 mm.
w. 2 mm. 7.
u. 2 mm.
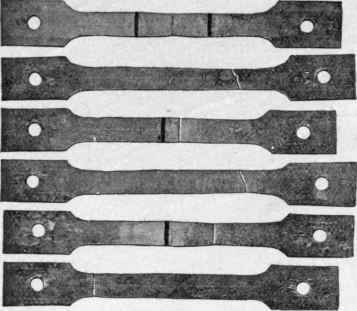
Fig. 20. - Magnalium.
Welded twice. Rupture outside the two ham mere d welded joints.
Rupture outside welded and hammered joint.
Rupture outside welded unham-mered joint.
w. 1.5 mm. 8.
u. 1.5 mm.

Fig. 21. - Wolfram. Aluminium.
Rupture outside welded and hammered joint.
The results of the above tests show that the welding does not weaken the strength of the metal; on the contrary, the welded joints are showing even greater strength than the unwelded places, provided that they are hammered after welding. Local contraction and rupture always occurred outside the joint, with the exception of test 4, where the rupture occurred at an unhammered joint.
In test 4 the welded seam lies parallel with the direction of the last rolling. In test 5 it runs crosswise, for which reason the tensile strength is greater in 4, viz., 9.4 kg. per sq. mm., as against 9.1 kg.
Tests 5 to 7 refer to magnalium testing, the pieces being of the same thickness, showing increased breaking strain and resisting power; the former amounts to 147 per cent. of the unwelded pieces and the latter to 104.6 per cent. On the other hand the percentage elongation (absolute value 20.3 per cent.) is reduced by two-thirds, viz., to 30.8 per cent. of the unwelded sheet.
In test 7 the unhammered piece parted outside the welded joint, contrary to the respective test for aluminium. This is only owing to the different mode of treatment of the aluminium and the magnalium. The former was suddenly cooled by being plunged into cold water whilst red hot, the latter being left to cool gradually.
The tests were concluded by two Wolfram aluminium samples 1.5 mm. thick. This alloy showed the greatest tensile strength, viz., 32.6 kg. per sq. mm., or nearly twice that of a 6 mm. aluminium sheet 16.7 kg.
The breaking strain is the same for welded and unwelded aluminium, the resistance somewhat lower, whilst the percentage elongation again is higher than the unalloyed aluminium.
The Alumino-thermic Process.
The two elements of most frequent occurrence are oxygen and aluminium. By exposing them in a suitable manner to a chemical combination, a temperature is created which is about equal to that of the electric arc. On this discovery is based the Alumino-thermic process.
The compound "Thermit " consists of a mixture of finely ground aluminium and an oxide of a metal; when this is ignited, the aluminium oxidises, that is, absorbs oxygen so rapidly that an intense heat is the result. In the process of oxidation, the aluminium takes the oxygen from the metallic oxide, leaving a pure metal and oxide of aluminium, both in superheated form.
The mixture or compound is placed in crucibles which are not in contact with any external source of heat, and the combustion, once started, embraces the whole mass in a very short time.
In the crucible after the reaction there are two layers. The bottom one is pure metal of equal weight to, but occupying only one-third of the space of the top layer, which is now oxide of aluminium, so-called corundum.
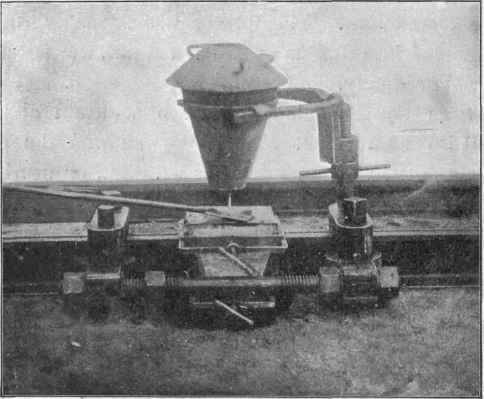
FIG. 22. - Complete Rail Welding Outfit.
The crucibles consist of a sheet iron shell lined with a special mixture of magnesite and bituminous cement; they are of simple construction and will stand about twenty reactions; the wear and tear therefore amount to only a few pence per joint.
"Thermit" is not explosive. It can only be ignited at a temperature of about 2,000° Fahr., which in practice is obtained by means of a special ignition powder placed in a little heap on the top of the compound and ignited by means of a flaming vesta. The temperature generated is about 5,400° Fahr.
A simple application of the alumino-thermic process is that for welding of tramway rails, and the third or conductor rails of electric railways, obviating the use of bands and their consequent troubles. Underground systems can be welded throughout without fear of trouble from expansion or contraction, but on lines where the rails are entirely exposed occasional expansion joints should be allowed for.
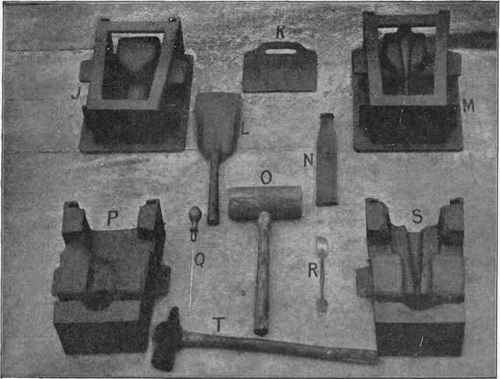
Fig. 23. - Mould, with Tools.
J. Outside Model of Rail and Mould Case.
K. Mould Case End.
L. Shovel.
M. Inside or Check Side Model of Rail and
Mould Case. N. Mould Rammer.
O. Wooden Mallet.
P. Outside Mould filled ready for use.
Q. Pricker.
R. Moulders' Tool.
S. Inside Mould filled ready for use.
T. Hammer, 3 1/2lb.
A welding plant consists of a crucible, accessories, and mould box, the whole of which can easily be carried on a hand truck (Fig. 22).
A mould is made according to a model designed specially for each separate operation; for instance, in the welding of rails, a mould in two parts, one on each side of the rail, firmly encloses and exactly fits the rail (Fig. 23). The steel running out of the crucible flows round the web and foot of the rail, and, melting them, forms one mass with them. The liquid slag which follows the metal is diverted to the top of the rail and brings the latter to welding heat. The whole section is thus heated equally and the rail ends will not buckle.
Continue to:
My Books

