Chapter V. Welding Of Sheet Iron
Description
This section is from the book "Welding And Cutting Metals By Aid Of Gases Or Electricity", by L. A. Groth. Also available from Amazon: Welding and cutting metals by aid of gases or electricity.
Chapter V. Welding Of Sheet Iron
Patent Welded Tubes - Seamless Tubes - Pioneer of Water Gas Welding - Various Methods used - Schematic View of Welding by Coke Fire and Water Gas - Articles of Complicated Form - Relative Strength of Welded and Riveted Seams - Testing Methods - Durability of Welded Seams - Welded Tubes for Water Mains - Steel Pipes - Relative Advantages of Cast Iron and Steel Pipes - Relative Strength of Riveted and Welded Pipes - Relative Cost of Cast Iron Pipes, Steel Pipes, and Riveted Pipes - Relative Corrosion of Wrought Iron, Soft Steel, and Nickel Steel.
The welding of sheet iron on a commercial scale is effected by means of water gas or electricity.
It was for a long time considered as a work of art, and was therefore left in the hands of a few, who preferred to keep the process as a secret.
This may be the reason why, even at the present time, so little is known about this industry, and why there is an entire absence of literature upon the subject.
By examination it will be found, however, that welding of plates of iron and mild steel is an important industry, extending its applications almost daily upon articles of the most complicated forms ; but, unfortunately, the faults of the old workers are strictly adhered to by the present ones by keeping the various processes, and more particularly the mechanical appliances, as a secret.
It is not generally known that the manufacture of "patent welded" and "seamless" tubes ceases with a diameter of about 300 m.m., and that the present systems of welding sheet iron have taken their place by turning out pipes of any diameter and length, limited only by regulations of transit, such pipes being preferable for high-pressure strain installations, water, gas, and air conduits of every description.
It is interesting to note that the pioneer of water gas welding was F. Fitzner, of Laurahiitte, Ober Schlesien, Kommer-zienrat, who some thirty years since conceived the idea of applying welding to the manufacture of pipes. He has gradually provided new and necessary mechanical appliances, ingeniously constructed, for the welding of articles of almost any shape and form. The process which is employed by him is the water gas system, whereby any kind of iron and steel - Siemens-Martin or Thomas - may be welded. It is generally easier to weld mild metal than hard, and up to a strength of 45 kg/ 9 cm. Even hard steel plates may be welded, but the elasticity at the welding seam is reduced. The welding of steel plates has, therefore, a limited field.
Fig. 88.
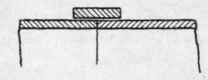
Fig. 89.
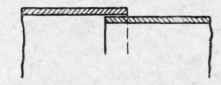
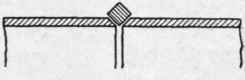
Fig. 90.
The various methods used in welding of sheet iron are: -
End-to-end welding (Fig. 88) ;
Lap welding (Fig. 89);
Wedge welding (Fig. 90).
The end-to-end welding is limited to the welding of flanges.
The lap welding is mostly used for all plates up to a thickness of 20 m.m.
The wedge welding may be safely applied to thicknesses up to 50 m.m. ; plates of greater thickness may also be welded; but in that case the ordinary mechanical means for pressing the welded joints together are insufficient, and must be substituted by hammers and the like worked by steam or hydraulic power.
The heat required to complete the weld is obtained either from coke fire, which may be stationary or portable, or from water gas. The water gas is mixed with atmospheric air and passed into special burners, which may be stationary or portable, and the flame is made to act upon the plates to be welded. The combustion is very satisfactory, and leaves a flame of great purity, the temperature of which is easily recognised and regulated during the time of operation.
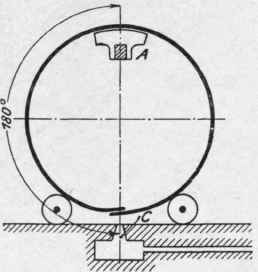
Fig. 91.
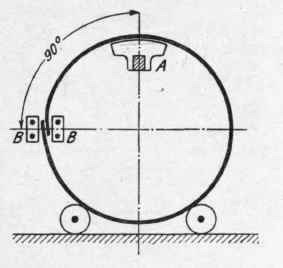
Fig. 92.
A special advantage is obtained by the use of two burners, one on each side of the seam, producing thereby an almost homogeneous temperature, penetrating the whole thickness of the plates.
Figs. 91 and 92 give a schematic view of welding by coke fire and by water gas. A is the anvil on which the weld is being completed after it has been brought to the proper temperature ;
BB are the two water gas burners, applied on each side of the seam; and C is the coke fire. It is evident that by the use of coke fire the weld must be turned 180° in order to reach the anvil, while by the water gas 90° only are required. Instead of such a circular turning, a longitudinal motion may be given to the welding plates.
But it is very seldom that the welding can be accomplished in such a simple manner. The more complicated the shape or form of the article to be produced, the more ingenious must the mechanical appliances be. .
The usual method of welding gas-pipes and patent welded tubes consists in welding at once by means of one or several heatings along the whole length of the pipe. Welding by water gas, on the other hand, is effected by several heatings, one after the other, the length of which varies from 100 to 300 m.m., according to circumstances, no flux of any kind being used.
What security offers a welded tube as compared with a riveted one ? The strength of a riveted seam amounts generally to 55 per cent. of that of the plate by single lap riveting, 70 per cent. by double-riveted and 75 per cent. by thrice-riveted lap when reference is made as to tightness and solidity of riveting. In respect of cost the single lap riveting can scarcely be compared with that of welding; therefore it remains to compare it with the riveted seam of 70 per cent. strength.
A welded seam gives almost the same strength as that of the plate it joins, the range of strength varying between 95 and 100 ; therefore a strength of 90 to 95 per cent. of a welded seam is always guaranteed, and experience has proved this to be within the range.
But it may be remarked that it is not always possible to obtain test pieces of the article in question without doing harm to some, but in such cases other means of testing are at disposal, such as water pressure, loading, bending, falling, and the practical application of such tests is very extensive indeed. So, for instance, are the mains for water supply tested by water pressure, masts, yards, etc., by water pressure and weight, bootsdavits and pillars by weight, in order to ascertain the alteration or change in their form.
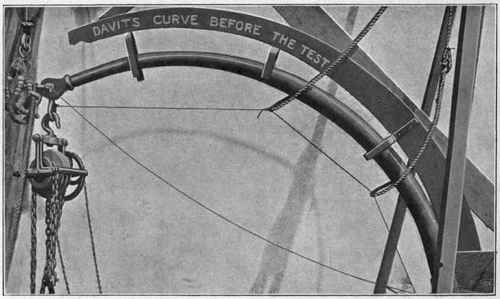
Fig. 93. - Bending Tests of Welded Bootsdavits. The Imperial Arsenal, Dantzig.
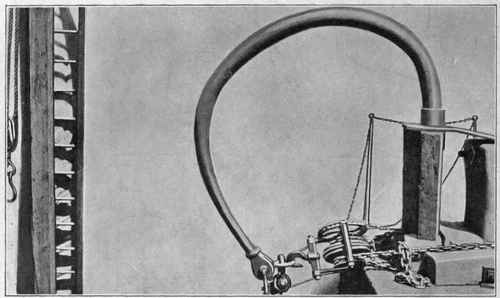
Fig. 94. - Binding Tests of Welded Bootsdavits. The Imperial Arsenal, Dantzig.
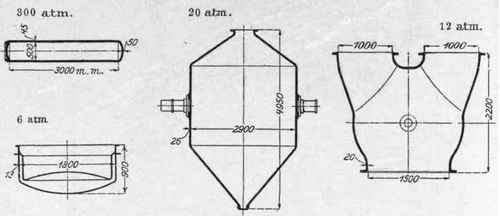
Fig. 95.
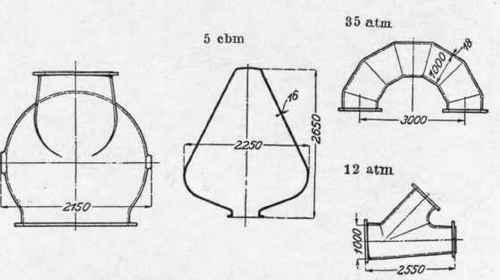
Fig. 96.
Figs. 93 and 94 show bending tests of bootsdavits as carried out at the Imperial arsenal of Dantzig, with the excellent results obtained. It may be of interest to mention that Lloyds have approved the ship masts as delivered by F. Fitzner.
A special feature of the durability of welded seams is given by their application to the conduits of air for the ventilation of mines, one of the most severe tests to which a pipe may be exposed being used day and night in a very variable humidity, and consequently exposed to a par ticularly great strain.
As compared with riveting the advantage offered by welding is strikingly apparent where importance is attached to saving of material, where a smooth surface is desired or is a condition, and where permanent compactness, even against fire and the action of acids, is a desideratum.
The principal articles produced by welding of plates are tubes and pipes of every kind and size, with diameter ranging from 200 up to 1,500 m.m.
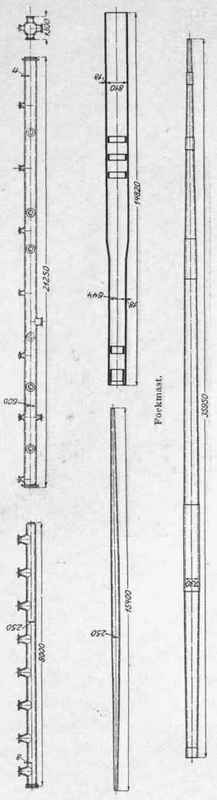
Fig. 97.
and of any desired length, limited only by the means of transit, which, for instance, by rail is about 42 m.
The manufacture of welded tubes for water mains has considerably increased, the municipalities having fear for the rust and therefore ordering welded pipes of mild steel. Besides, the manufacture of welded tubes offers no difficulties, while other articles require almost every ingenuity in order to be carried out by welding. A few of those being frequently required are shown in Figs. 95, 96, 97. Amongst those offering peculiar difficulties in the manufacture is the vessel shown in Fig. 98, just immediately after completion of the weld, without any kind of improvement of the surface in order to w.
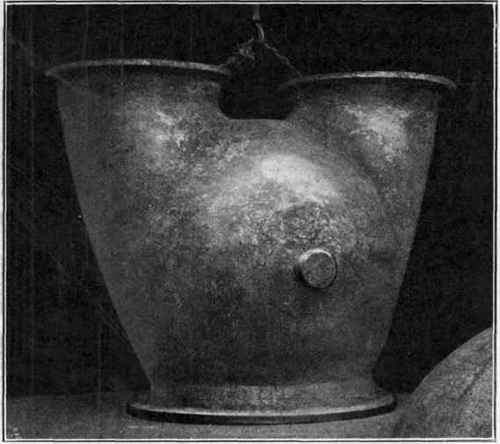
Fig. 98.
N give it a more attractive appearance. The manufacture of this vessel is carried out as follows : -

Fig. 99. - Welded Water-mains in Hamburg. F. Fitzner, Laurahutte.
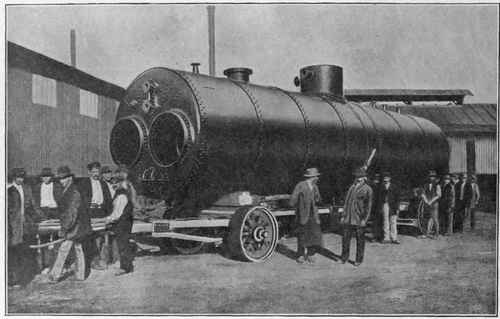
Fig. 100. - Galloway Boiler with Welded Longitudinal Seams, 96 q.m., 8 Atmospheres, 2,200 m.m. Diameter,.
10.000 m.m. Long. F. Fitzner. Laurahutte.
The flanges are lap-welded as seamless rolled rings. The previously bordered and welded branches, of 1,000 m.m. diameter, were welded to the upper half-bowl of the vessel, having a diameter of 2,000 m.m. To the lower part of the vessel, which was welded in form of a cone, were welded the flanges; thereafter the upper and lower parts of the vessel were welded together, and finally completed by the welding on of the side flanges (Figs. 95, 96, page 174).
Continue to:
My Books

