Chapter VIII. Reports Upon Acetylene Welding
Description
This section is from the book "Welding And Cutting Metals By Aid Of Gases Or Electricity", by L. A. Groth. Also available from Amazon: Welding and cutting metals by aid of gases or electricity.
Chapter VIII. Reports Upon Acetylene Welding
Dr. Hilpert - Griesheim-Elektron - Dr. Michaelis - Belgian Steam Users' Association - French Steam Users' Association (Veritas) - German Steam Users' Association - Manchester Steam Users' Association - International Steam Users' Association.
Dr. A. Hilpert, Ingenieur, Professor at the High Technical College, Charlottenburg, Berlin, in part 24, 1908, of Dingler's Polytechnisches Journal, reports as follows: -
"In respect of the application of acetylene welding to repairs on steam boilers, and more particularly those of the marine type, my tests and examinations during a period of more than one and a-half years entitles me to the opinion that the present means offered by the autogenous welding in Germany are not sufficiently advanced for the application to repairs on steam boilers.
"My said experiments were not carried out with a view to test repairs made on steam boilers by the aid of acetylene welding - as at that time this system was almost unknown - but for purpose of ascertaining to what extent acetylene welding could be applicable to various materials of different thicknesses.
"For cast-iron, tempered iron or steel, and nickel-steel, I have obtained no satisfactory results; better results were obtained for cast-steel, mild ingot-steel, and particularly for pig-iron.
"In my opinion, the greatest field of operation will be found for acetylene in its application to welding of pig-iron.
"The pig-iron material used for the experiments had a tensile strength of 37 - 39 kg. g.m.m. and an elongation of 28 - 31 per cent., on a length of 200 m.m. The experiments were carried out upon plates of 4 - 20 m.m. thickness by means of Fouche's blowpipes and acetylene generated in an apparatus of the best construction and of a sufficient size for producing the quantity of gas required.
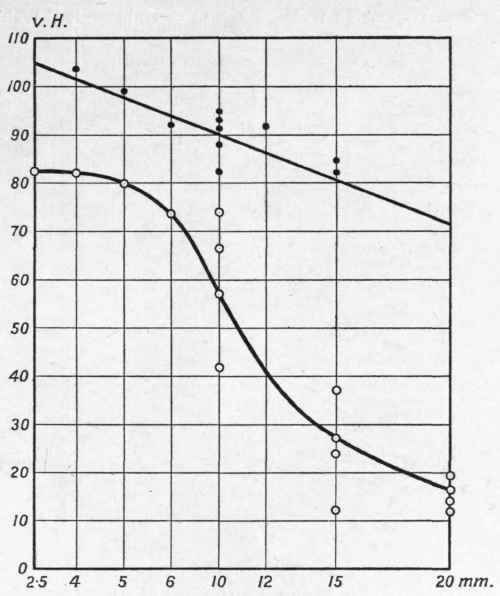
Fig. 120. - Influence of different Thicknesses of Material upon the Strength and Ductility of Autogenous Acetylene Welds. Swedish Welding-rod was used and the Welds were hammered.
"So far as strength is concerned, satisfactory results were obtained, but it was found that the strength decreases with increased thickness of the plate. The strength of plate-weld on 20 m.m. thickness was found to be in average 70 per cent. of the strength of the material. More unfavourable were the results in regard to stretching, being satisfactory for thin plates, but sinking rapidly for plates of greater thicknesses. It was found in the latter case that the weld itself was less affected by the stretching. The bending tests over a roller of 80 m.m. diameter gave for small thicknesses satisfactory results, but those of 12 m.m. were uncertain.
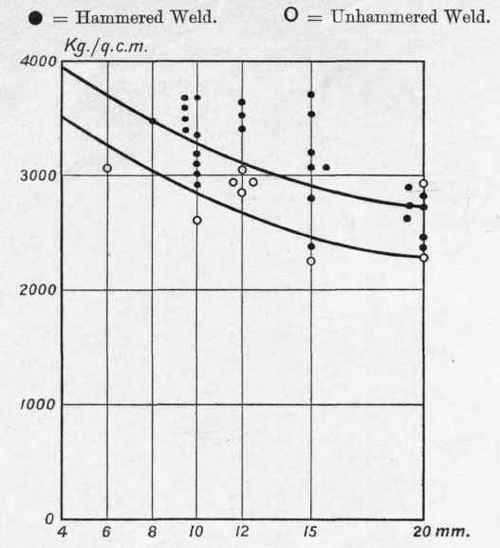
FiG. 121. - Influence of Mechanical Treatment of Autogenous Acetylene Welds on Plates of Various Thicknesses.
"In all the tests, the best results were obtained in which the welding-rod was almost carbon free and in which the weld was completed by hammering and annealing.
"Fig. 120 shows the influence of increased thickness of plates from 4 to 20 m.m. upon the strength and ductility of autogenous welds, expressed in percentage of those of the unwelded a = Welding-rod of Soft Iron, the Weld hammered. b = Welding-rod of Swedish Iron, the
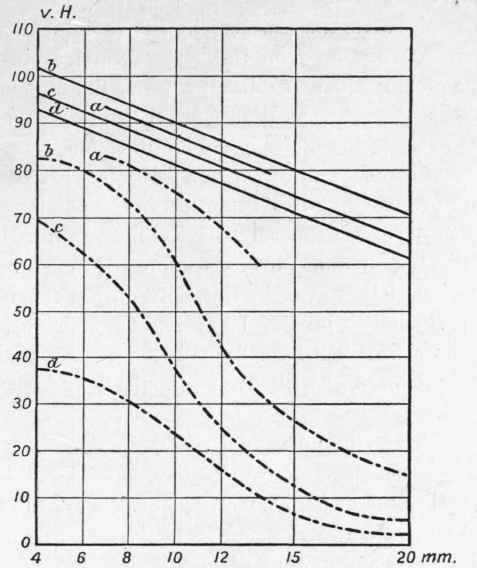
Fig. 122. - Influence of Welding-rods of Different Qualities upon the Strength and Ductility of Autogenous Acetylene Welds on Plates of Various Thicknesses.
Weld hammered. c = Do., do., but the Weld unhammered.
d = Welding-rod of Siemens-Marten Steel material. Swedish welding-rod was used and the welds were hammered.
Weld hammered. - = Strength. - . - = Ductility.
"Fig. 121 gives the tensile strength of the seam of autogenous-welded soft-iron, and also the influence of mechanically finishing the weld.
"Fig. 122 gives in similar way as Fig. 120, the difference, expressed in percentage, obtained by the use of three different welding-rods, that marked with the letter b (about 0.05° C.) giving the best result.
"I may also state the reasons why I have not used my said results as a criticism upon the repairs carried out by the acetylene welding in Marseilles. Firstly, the circumstances differ in this respect, that the welding seam produced on the steam boilers working under heavy strain cannot be compared with a seam made on a test bar in a laboratory; secondly, the acetylene used by me and generated in a separate generator cannot be compared with acetylene used in Marseilles, as being comparatively pure and delivered compressed in cylinders.
"It is hoped that even in Germany during the next few years, particularly in the large sheet-iron works, where acetylene welding has been used, better results than mine may be produced, based upon practical knowledge and experience.
"It remains a fact, however, that repairs of a most difficult nature have been made on steam boilers, without any objectionable remarks, and so far as I can judge, the excellent results obtained may be entirely attributed to the properly instructed and particularly skilful staff of workmen; to the use of very pure acetylene and to the mechanical treatment of the weld." Dr. L. Michaelis (Autogen Werke, Berlin), in No. 8, 1908, of Die Zeitschrift des Bayerischen Revisions Vereins, gives his opinion as to the conditions required in order to produce a satisfactory acetylene weld as follows : - "1. The use of chemically pure acetylene. "Such a gas has not been obtainable in Germany, there being no works for the production of acetylene-dissous. This gas is by a special method compressed in steel cylinders, in similar way as compressed hydrogen and oxygen. It possesses all the virtues of hydrogen in respect of purity of gas and portability of the apparatus, combined with the economy and extension of acetylene welding. Acetylene could therefore, up to recently, be obtained in Germany from special generators only, which generally were too small or generated the gas too quickly, producing thereby a gas of unsatisfactory purity.
Continue to:
My Books

