Forging Finish
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Forging Finish
Many forgings are machined or finished after leaving the forge shop. The drawings are always made to represent the finished work and therefore give the finished dimensions, and it is necessary when this finishing is to be done, to make allowance for it when making the forging, that all parts which have to be finished or machined may be left with an extra metal to be removed in finishing. The parts required to be finished are generally marked on the drawing. Sometimes the finished surfaces have the word finished marked on them. Sometimes the finishing is shown simply by the symbol f, as used in Fig. 91, showing that the shafts and pin only of the crank are to be finished. When all surfaces of a piece are to be finished the words finish all over are sometimes marked on the drawing.
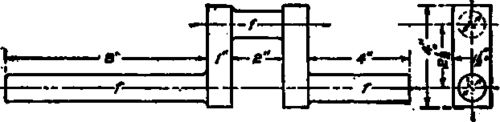
Fig. 91. Finished Single-Throw Crank Shaft.
Table III. Weights Of Round And Square Rolled Iron
(Length 12 Inches)
Thick- NESS in). | Weight (lb). | |
O | ||
1/15 | .018 | .010 |
ft | .052 | .041 |
3/16 | .117 | .092 |
ft | .206 | .164 |
3/16 | .326 | .256 |
1 | .469 | .868 |
3/16 | .688 | .501 |
1/2 | .838 | .654 |
1/12 | 1.066 | .828 |
1.802 | 1.023 | |
11/16 | 1.576 | 1.237 |
3 | 1.875 | 1.478 |
13/14 | 2.201 | 1.728 |
7/8 | 2.562 | 2.004 |
13/14 | 2.930 | 2.801 |
1 | 3.333 | 3.618 |
1/16 | 8.768 | 2.956 |
ft | 4.219 | 3.313 |
3/16 | 4.701 | 3.692 |
ft | 5.208 | 4.091 |
3/16 | 5.742 | 4.510 |
3/4 | 6.302 | 4.950 |
6.888 | 5.410 | |
1/4 | 7.500 | 5.890 |
A | 8.188 | 6.892 |
1 3/4 | 8.802 | 6.913 |
1/16 | 0.402 | 7.455 |
J | 10.21 | 8.018 |
11 | 10.06 | 8.601 |
1/4 | 11.72 | 9.204 |
14 | 12.51 | 9.828 |
2 | 18.88 | 10.47 |
1/16 | 14.18 | 11.14 |
ft | 15.05 | 11.82 |
A | 15.05 | 12.58 |
1/2 | 16.88 | 13.25 |
17.88 | 14.00 | |
3/4 | 18.80 | 14.77 |
A | 10.80 | 15.55 |
ft | 20.88 | 16.86 |
3/18 | 21.89 | 17.19 |
22.97 | 18.04 | |
Thickness (in). | Weight (lb). | |
Square | Round | |
11/14 | 24.08 | 18.91 |
3/4 | 25.21 | 19.80 |
3/4 | 26.37 | 20.71 |
3/4 | 27.55 | 21.64 |
15/16 | 28.76 | 22.59 |
8 | 80.00 | 23.56 |
1/15 | 81.26 | 24.55 |
1/2 | 82.55 | 25.57 |
3/16 | 33.87 | 26.60 |
1/4 | 35.21 | 27.65 |
5/16 | 36.58 | 28.73 |
| | 87.97 | 29.82 |
A | 89.39 | 30.94 |
1/2 | 40.88 | 32.07 |
a | 42.30 | 33.23 |
2/3 | 48.80 | 34.40 |
11/14 | 45.33 | 35.60 |
% | 46.88 | 36.82 |
13/16 | 48.45 | 88.05 |
1/2 | 50.05 | 39.31 |
13/14 | 51.68 | 40.59 |
4 | 53.33 | 41.89 |
A | 55.01 | 43.21 |
ft | 56.72 | 44.55 |
A | 58.45 | 45.91 |
ft | 60.21 | 47.29 |
A | 61.99 | 48.69 |
3/4 | 63.80 | 50.11 |
1/15 | 65.64 | 51.55 |
1/2 | 67.50 | 53.01 |
A | 69.39 | 54.50 |
3/4 | 71.30 | 56.00 |
11/15 | 73.24 | 57.52 |
3/4 | 75.21 | 59.07 |
13/16 | 77.20 | 60.63 |
1/2 | 79.22 | 62.22 |
15/16 | 81.26 | 63.82 |
5 | 88.38 | 65.45 |
A | 85.48 | 67.10 |
ft | 87.55 | 68.76 |
A | 89.70 | 70.45 |
1/2 | 91.88 | 72.16 |
A | 94.08 | 73.89 |
Thickness (in). | Weight (lb). | |
Square | Round | |
ft | 96.30 | 75.64 |
98.55 | 77.40 | |
¥ | 100.8 | 79.19 |
A | 103.1 | 81.00 |
ft | 105.5 | 82.83 |
11/12 | 107.8 | 84.69 |
3/4 | 110.2 | 86.56 |
13/14 | 112.6 | 88.45 |
1 | 115.1 | 90.36 |
13/14 | 117.5 | 92.29 |
6 | 120.0 | 94.25 |
1/4 | 125.1 | 98.22 |
I | 130.2 | 102.8 |
ft | 135.5 | 106.4 |
ft | 140.8 | 110.6 |
ft | 146.3 | 114.9 |
\ | 151.9 | 119.8 |
2 | 157.6 | 123.7 |
7 | 163.8 | 128.8 |
ft | 169.2 | 132.9 |
ft | 175.2 | 137.6 |
ft | 181.8 | 142.4 |
( | 187.5 | 147.3 |
ft | 193.8 | 152.2 |
ft | 200.2 | 157.2 |
I | 206.7 | 162.4 |
8 | 213.3 | 167.6 |
I | 226.9 | 178.2 |
I | 240.8 | 189.2 |
ft | 255.2 | 200.4 |
9 | 270.0 | 212.1 |
ft | 285.2 | 224.0 |
1/2 | 300.8 | 236.8 |
| | 316.9 | 248.9 |
10 | 333.3 | 261.3 |
ft | 850.2 | 275.1 |
ft | 367.5 | 288.6 |
3/4 | 385.2 | 302.5 |
11 | 403.3 | 816.8 |
1/4 | 421.9 | 831.8 |
ft | 440.8 | 346.2 |
i | 460.2 | 861.4 |
12 | 480. | 877. |
The allowance for finishing on small forgings is generally about 1/16 inch on each surface. Thus, if a block were wanted to finish 4 inches by 2 inches by 1 inch, and 1/16 inch were allowed for finishing, the dimensions of the forging would be 4 1/3 inches by 2 1/3 inches by 1 1/3 inches. On a forging like Fig. 89, about 1/3 inch allowance would be made for finishing, if it were called for. Thus the diameter of the central shaft would be 2 1/4 inches, the thickness of the ends 2 1/4 inches, etc. On larger work 1/4 inch is sometimes allowed for machining. The amount of finish allowed depends to a large extent on the way the forging is to be finished. With hand finishing, that is, filing or scraping, 1/32 inch or even 1/64 inch is enough; when a lathe or other machine is used, more material should be left.
When a forging calls for finish, in calculating the amount of stock, or the weight, the dimensions taken should not be the actual ones shown by the drawing, but these dimensions with the proper allowance made for finish.
Continue to:
My Books

